MUOVIKOMPONENTIN TOLERANSSIEN VALIDOINTI Moldex3D DOE SIMULAATION AVULLA
TEKSTI ja KUVAT: Sami Alt
Plastlabs 5D Oy
Tämä artikkeli aloittaa juttusarjan, jossa esitellään nykyaikaisten simulaatio-ohjelmistojen ominaisuuksia ja vinkkejä kuinka simulaatioita voi hyödyntää erityyppisten muovikomponenttien ja ruiskuvalettavien muovikomponenttien toiminnallisuuden, valmistettavuuden ja laadun arvioimiseen.
Nykypäivän simulaatio-ohjelmistot ja materiaalien laskentamallit ovat erittäin kehittyneitä ja niillä pystytään simuloimaan hyvin realistisesti ruiskuvaluprosessin eri ilmiöitä, mm. Lämmön siirtymistä ja kumuloitumista muotissa ja muottipesässä, rheologiasta johtuvat ilmiöt ja materiaalin kiteytiminen, sekä materiaalin kutistumasta johtuvien muodonmuutosten arviointi hyvin tarkalla toleranssilla.
Useissa ruiskuvalusimulaatio-ohjelmistoissa on lisäominaisuutena mahdollisuus johtaa ruiskuvalukappaleeseen kohdistuvat leikkaus- ja painekuormat insertteihin tai muotinosiin kohdistuviksi pintapaine- ja leikkausvoimatarkasteluiksi, jolloin pystytään arvioimaan inserttien värähtelyä prosessin aikana. Tällaisilla simulaatiotarkasteluilla saadaan arvokasta tietoa muunmuassa muottimateriaalien väsymismurtumien ennustamiseen ruiskuvalumuoteissa.
Ruiskuvalusimulaation tulokset vastaavat tosielämän muovikomponentin materiaaliominaisuuksia
Huolellisesti valmistellun ruiskuvalusimulaation tulokset vastaavat hyvin tarkasti tosielämän muovikomponentin materiaaliominiasuuksia. Periaatteena on, että mitä pidemmälle ruiskuvaluympäristöä mallinnetaan simulaatioon (järjestyksessä: tuotegeometria, materiaalit, prosessi, muotti, temperointi, kaasunpoistot, muotti-insertit, ruiskuvalukone) sitä lähempänä simulaatiotulokset ovat tosielämässä samalla prosessilla valmistetun ruiskuvaletun kappaleen materiaaliominaisuuksia.
Tarkkuussimulaatioiden materialituloksia pystytään hyödyntämään muunmuassa rakennesimulaation lähtötietoina. Toisinsanoen Moldex3D lasketun ruiskuvalusimulaation materiaaliominaisuudet (esim. Kuituorientaatio, kimmomoduuli, sisäiset jännitykset, pintapaine, yhtymäsaumojen ominaisuudet) on mahdollista hyödyntää rakennesimulaatioiden materiaalitietoina. Tämä lisää rakennesimulaation realistisuutta, analysoitavassa FEM mallissa on samat mekaaniset heikot alueet kuin ruiskuvaletussa kappaleessa. Tästä aiheesta tullaan kertomaan yksityiskohtaisemmin ABC Plastics News tulevissa julkaisuissa.
DOE-simulaatiot voivat korvata muotin ensimmäiset koeajot
Ensimmäisenä tyypillisten modernien simulaatiotutkimusten esittelyssä käydään läpi mittatarkan nesteenkäsittelyletkuliittimen liitäntäpintojen mittatarkkuuden tutkimista (Case 1), sekä tuotteen valmistettavuuden, sekä ruiskuvalukappaleen toteutuvien toleranssien tutkiminen DOE simulaation avulla (Case 2). Tämä esimerkki on tyypillinen toteutustapa, jota muoviteollisuudessa nykypäivänä hyödynnetään tuotteen mittatarkkuuden arvioinnissa tuotesuunnitteluvaiheessa (Case 1), sekä komponentin valmistettavuuden arvioinnissa. Huolellisesti toteutettuna Case 2 ja DOE simulaatiot, voivat jopa korvata ruiskuvalumuotin ensimmäiset koeajot.
TUTKIMUSCASE 1: Putkiliittimen tiivistyspinnan toleranssien tutkiminen ruiskuvalusimulaatiossa
Ensimmäisessä simulaatioesimerkissä käydään läpi tyypillistä tuotesuunnitteluvaiheen simulaatiokierrosta. Tässä vaiheessa tuotteen tekninen konsepti on valittu ja ollaan edetty tuotteen viimeistelyyn, valmistelevaan mekaniikkasuunnitteluun, joka tähtää designin vapauttamiseen muottisuunnitteluun.
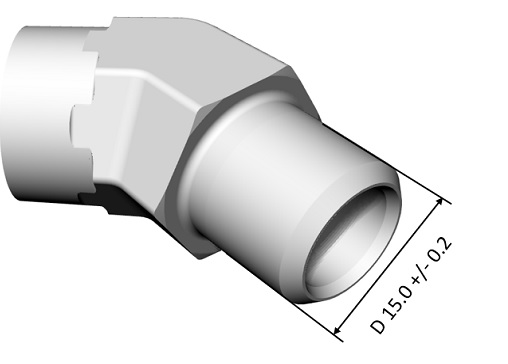
Mallikappaleena viereisessä kuvassa 1 on paineistetun nesteverkoston putkiliitin, jonka tarkoituksena on liittää nestekierron kaksi putkea yhteen. LDPE materiaalista valmistettavan komponentin toiminnallisesti kriittinen mitta on liitäntäpinnan muoto (pyöreys), sekä halkaisijamitan, 15.0 mm toteutuminen. Halkaisijamitan toleranssivaatimus on +/- 0.2mm, pyöreysvaatimus 0.2.
LDPE materiaalin ominaiskutistuma on raaka-ainetoimittajan mukaan noin 2-3 % joka antaa viitteitä komponentissa tuleviin muodonmuutoksiin, vääntymiin. Tuotteen mittojen toleranssien täyttymisen tarkastelu simulaation avulla on siis perusteltua.
Ensimmäisen Moldex3D simulaation prosessiparametrit valitaan materiaalitoimittajan keskiarvolämpötilojen mukaan (sulalämmön suositus 190 °C – 230 °C, muottilämpösuositus 20 °C – 40° C). Simulaatiossa käytetään sulalämpötilan arvoa 210 °C ja muottilämpötilaa 30 °C, sekä kohtalaisen maltillinen ruiskutus 1 sekuntia. Tuotegeometrialle tehtiin ensimmäinen simulaatiokierros jälkipaineajalla 3 sekuntia ja jäähtymisajalla 6 sekuntia.
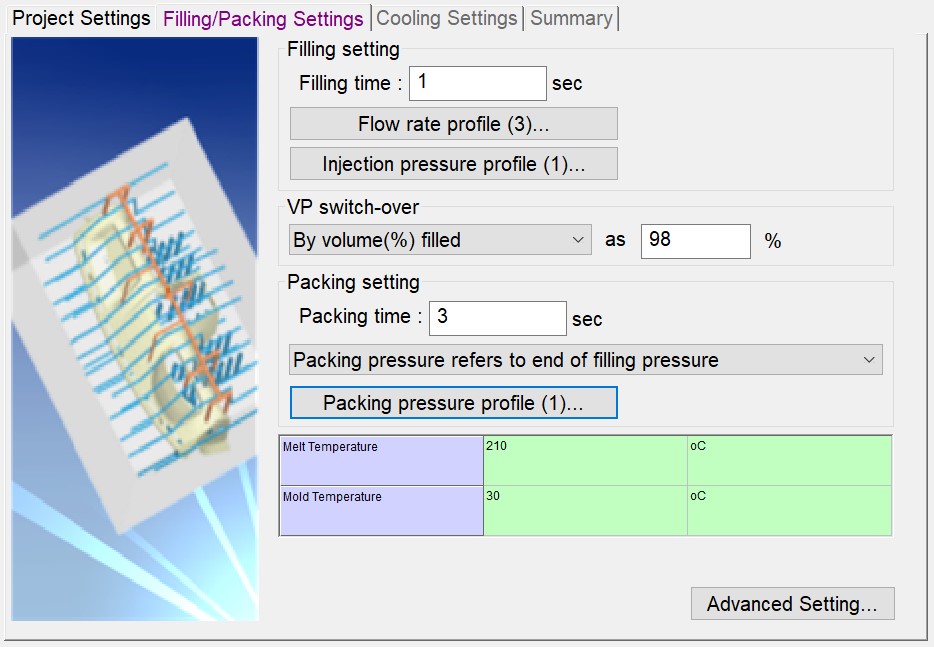
Kuva 2. (vasemmalla) Moldex3D simulaation prosessiparametrit.
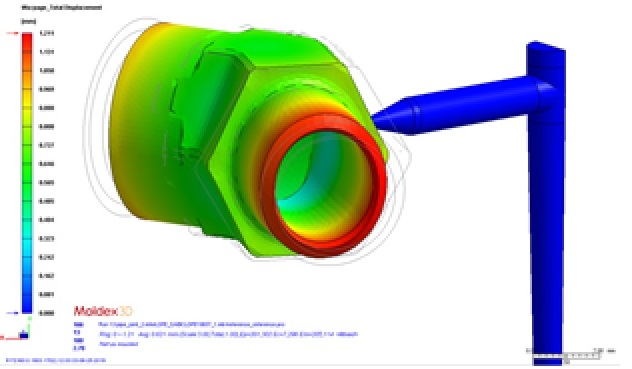
Kuva 3. (alla) Liitäntäpinnan vääntynyt muoto.
Moldex3D ohjelmistossa on pinnan muodon tarkasteluun kehitetty tulostyökalu. Työkalu analysoi simuloidun kappaleen piirteen poikkipinta-alan muodonmuutosta, verraten muodonmuutosta nominaalimuotoon. Moldex3D siirtää nominaali, sekä simuloidun geometrian leikkauspintojen 2D-käyrät Exceliin, jossa se analysoi käyrien mittapisteitä (laskentamallin solmupisteet).
Mittapisteiden määrä riippuu laskentamallin elementtiverkon tarkkuudesta. Tässä simulaatiomallissa poikkipinta-alan kehällä on 202 kappaletta solmupisteitä, joten mittapisteiden määrä on riittävä. Ensimmäisten simulaatioiden perusteella liitäntäpinnan halkaisijan mittavaihelut ovat noin 0.54 mm, joka on huomattavasti toleranssivaatimuksen, 0.2 mm ulkopuolella.
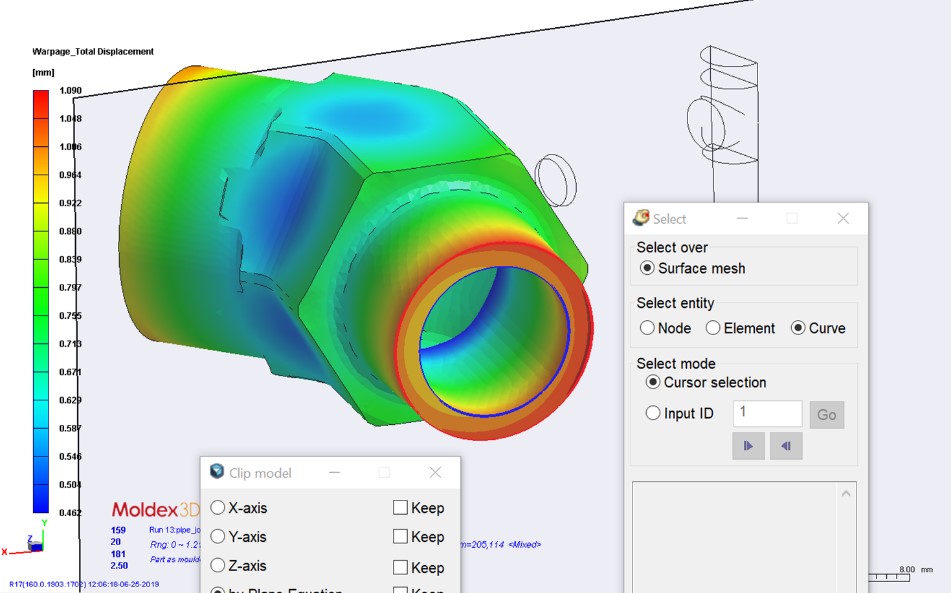
Yllä olevassa kuvassa (kuva 4) esitellään Moldex3D simulaation pyörähdyssymmetrisen piirteen muodon tarkastelutyökalu. Kuvassa liitäntäpinta leikattu kohtisuoraan. Tutkitaan piirteen ulkopinnan muodonmuutosta (kuvassa punaisen käyrän muotoa).
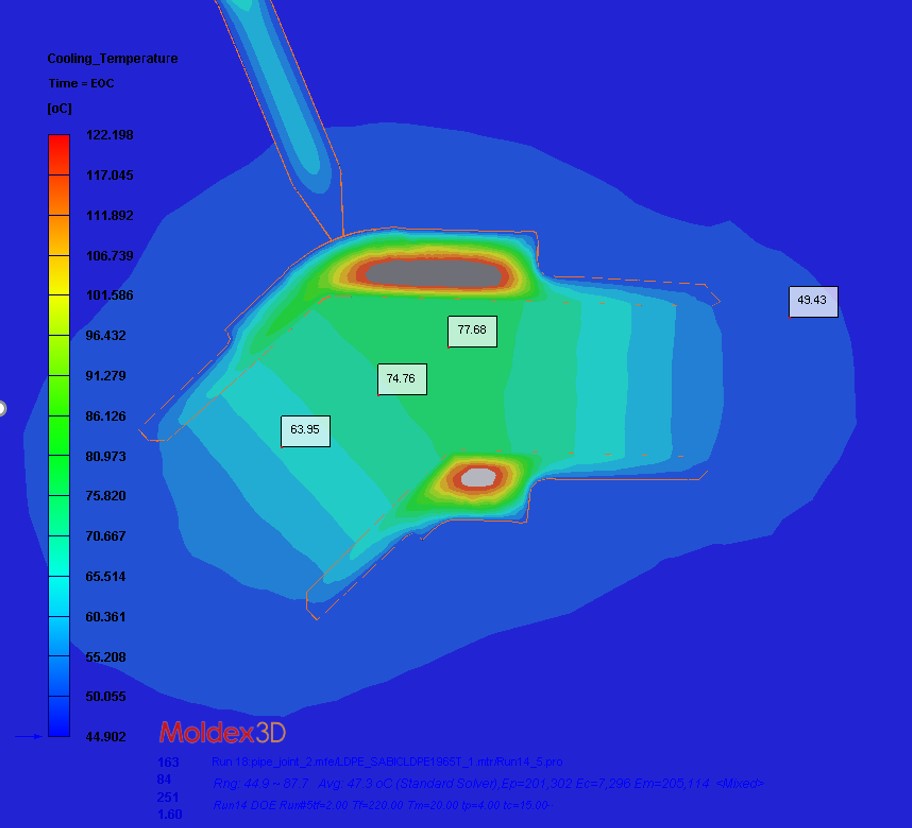
Jäähdytyssimulaation tulokset näyttävät, että lämmönsiirto muotin keernoissa ei ole riittävä. Annetun simulaatiojakson (16 sekuntia) jälkeen keernan lämpötila on lähellä 90 astetta, joka lisää LDPE kutistumaa ja aiheuttaa halitsemattomuutta kriittisten mittojen hallintaan. Tätä tietoa voi hyödyntää sekä muotti-, että prosessisuunnittelussa.
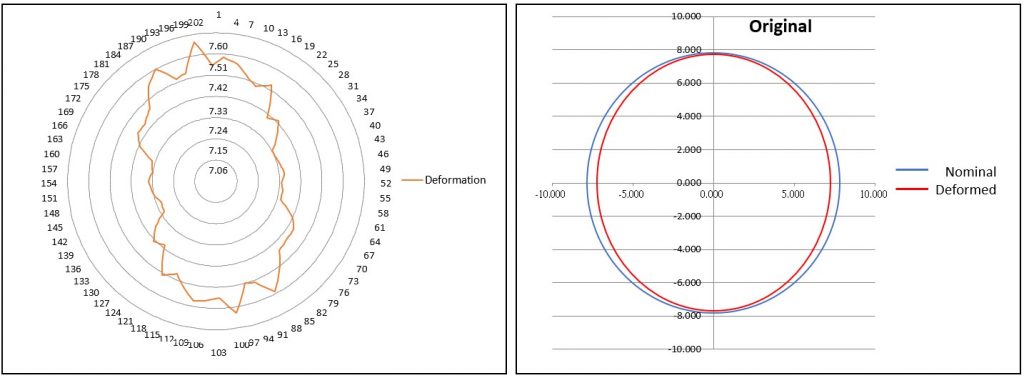
Kuva 5 (yllä vasemmalla) esittää liitäntäpinnan poikkileikkauksen toleranssit 2D-käyränä kuvattuna. Maksimimitta (7.58) D: 15.16 mm , kun taas minimimitta (7.31) D: 14.62 mm. Kuva 6 yllä oikealla puolestaan kuvaa poikkileikkauksen muotoa verrattuna nominaaligeometriaan.
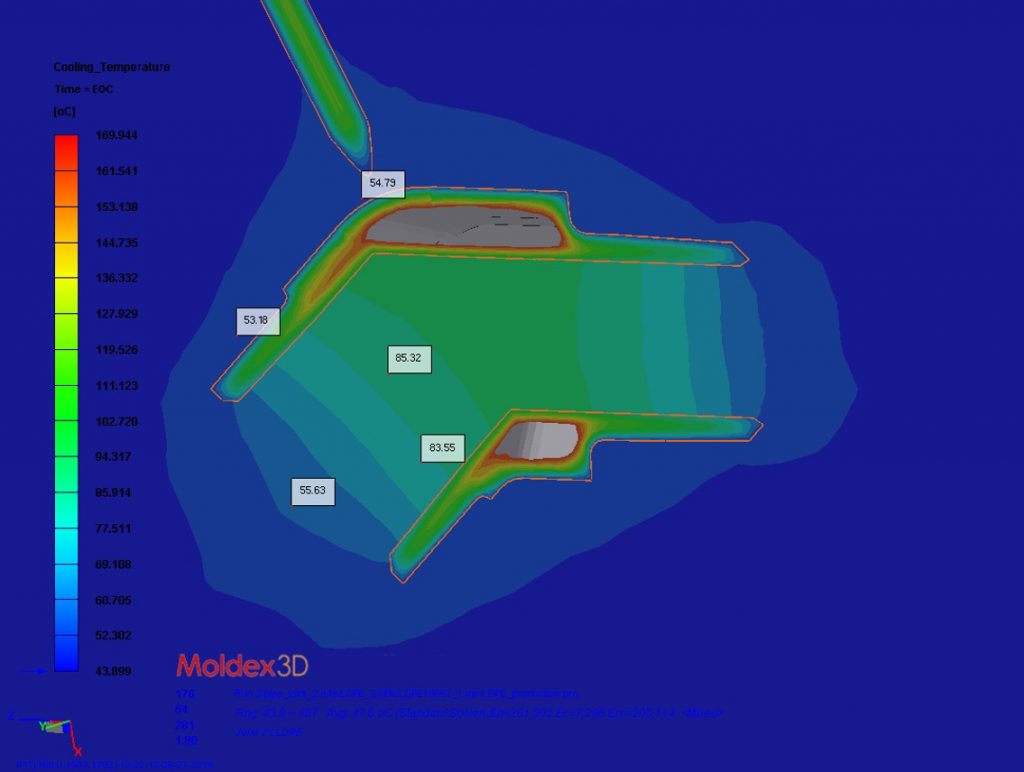
Jäähdytyssimulaation tulokset näyttävät, että lämmönsiirto muotin keernoissa ei ole riittävä. Annetun simulaatiojakson (16 sekuntia) jälkeen keernan lämpötila on lähellä 90 astetta, joka lisää LDPE kutistumaa ja aiheuttaa halitsemattomuutta kriittisten mittojen hallintaan. Tätä tietoa voi hyödyntää sekä muotti-, että prosessisuunnittelussa.
Ensimmäisten simulaatoiden perusteella tuotteen kriittisten mittojen toteutuminen on vaikuttaa haastavalta. Ennenkuin tuotteen mittoja tai muodon kompensaatiota muutetaan malliin on hyvä tutkia komponentin vääntymäherkkyyttä useammalla prosessiparametrillä. Samalla saadaan arvio komponentin ruiskuvaluprosessin prosessi-ikkunasta ja millä prosessiparametreillä on suurin vaikutus tuotteen mittojen hallinnan kannalta.
TUTKIMUSCASE 2 – Moldex3D DOE-SIMULAATIO.
DOE simulaatio on tehokas tapa määritellä tuotteen mittavaihteluiden toleranssit, sekä arvio ruiskuvalun prosessi-ikkunasta. Edellisessä esimerkkitutkimuksessa tuotteen mittatoleranssien täyttyminen oli haastavaa. Ensimmäisten simulaatiokierroksen perusteella kriittiset mitat jäivät määriteltyjen toleranssien ulkopuolelle. Moldex3D DOE simulaatiot mahdollistavat valmistettavan tuotegeometrian laadun, prosessin tehokkuuden, tai jopa eri tuotedesignien vertailun.
Laatu- ja kontrollikriteerit
DOE simulaatiossa laskennassa määritellään prosessin kontrollikriteerit, esim. ruiskutusaika, sulalämpö, muottilämpö, jälkipaineaika, jäähdytysaika. Tuotteelle määritellään laatukriteereiksi 1. liityntäpinnan vääntymä (XYZ) ja 2. minimi halkaisijamitta sisäänpäin vääntyvien seinämien alueella. Näiden lähtötietojen tarkoitus on löytää optimaaliset prosessiparametriyhdistelmät joilla tuotteelle asetetut laatukriteerit täyttyvät.
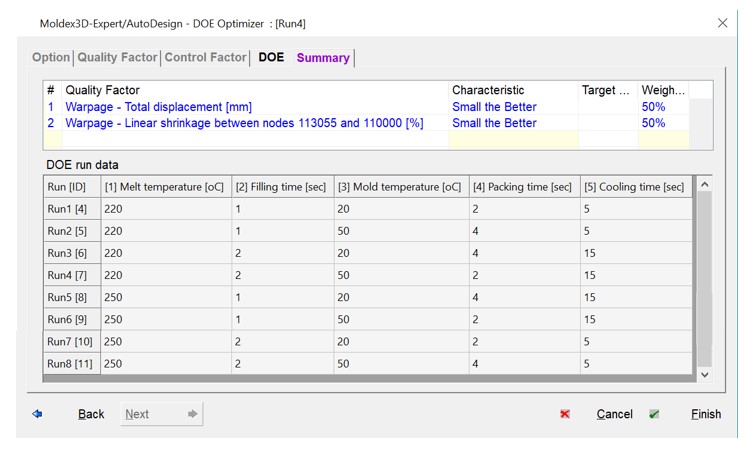
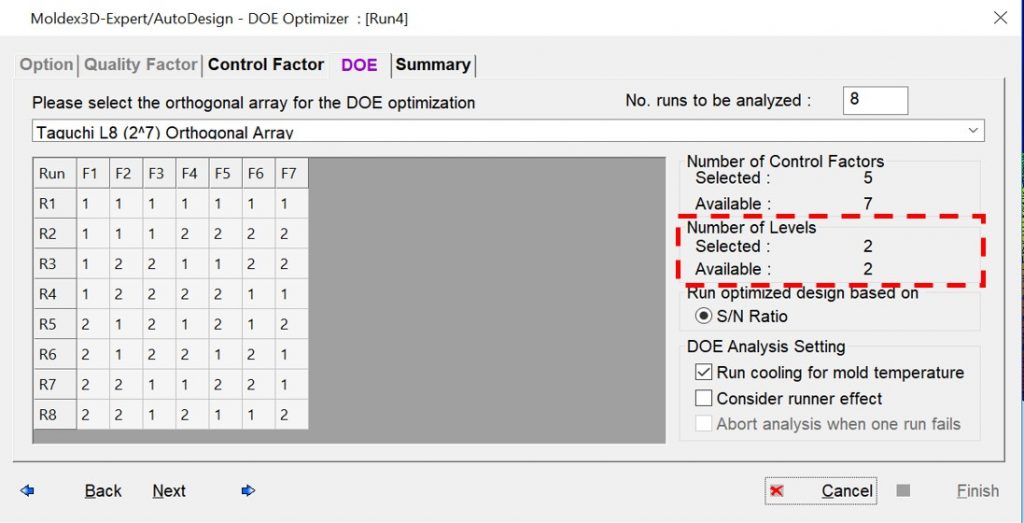
Kuvissa 8 ja 9 ylemmässä on DOE simulaation lähtötietojen listaus. Ylärivillä simulaation laatukriteerit. Alhaalla ruiskuvaluprosessin kontrollikriteerit taulukoituna. Alemmassa puolestaan esitellään Moldex3D-laskentaa varten luotu DOE-matriisi.
DOE.simulaatiotutkimuksen lopuksi Moldex3D luo simulaatiomatriisin eri prosessiparametreille, joiden mukaan DOE laskenta suoritetaan. Tässä tapauksessa tutkittavia prosessiparameteriarvoja oli 2 (levels), joiden mukaan DOE laskentakierroksia tulee 8kpl, lisäksi Moldex3D analysoi annetuille prosessiarvoille optimaalisen prosessin ja laskee sen simulaation DOE-kierroksen päätteeksi. 2 levelin DOE simulaatiolla pystytään tehokkaasti arvioimaan mitkä prosessiparametrit vaikuttavat eniten tuotteen laatukriteereihin. Tyypillisesti DOE simulaatio jatkuu vähentämällä yksittäisiä prosessikriteereitä (eism täyttymisaika, muottilämpö) ja lisäämällä DOE syvyyttä (lisäämällä numeeristen prosessiparametriarvojen määrää).
Mikäli tuotteen kriittiset mitat eivät toteudu simulaatiossa, tuotesuunnittelija voi muuttaa komponentin mittoja, jonka jälkeen DOE-simulaatio käynnistetään uudelleen. Kun tuotteen mitat ovat simulaatiossa toleranssialueen sisäpuolella, tuotedesign voidaan vapauttaa muottisuunnitteluun.
DOE-analyysin perusteella määritelty optimaalinen prosessi
DOE-simulaation laskennan lopuksi jokaiseen simulaatiokierroksen tulokset ovat tutkittavissa kuten normaalien yksittäisten simulaatiolaskennan tapaan. DOE-simulaatiokierrosten tulosten tutkiminen aloitetaan käymällä läpi DOE-laskennan yhteenvetotulokset, jota analysoimalla saa helposti kuvan tuotteen (ja muotin) prosessi-ikkunasta. Ensimmäinä tuloksina prosessiparametrien vaikutus laatukriteereihin ’Quality Response’ ja ’S/N response’, joissa yksittäisen prosessiparameterin tehokkuus on kuvattu 2d-kuvaajana. Mitä suurempi käyrän kulmakerroin on, sitä suurempi vaikutus parameterillä on tuotteelle annettuun laatukriteeriin. Esimerkiksi kuvassa alla parametreillä 1 ja 2 (ruiskutusaika ja materiaalin sulalämpö) ei ole suurta vaikutusta komponentin liitäntäpinnan muodonmuutokselle. Sen sijaan parameterillä 3,4 ja 5 (muottilämpö, jälkipaineaika ja jäähdytysaika) on suuri vaikutus muodonmuutoksiin.
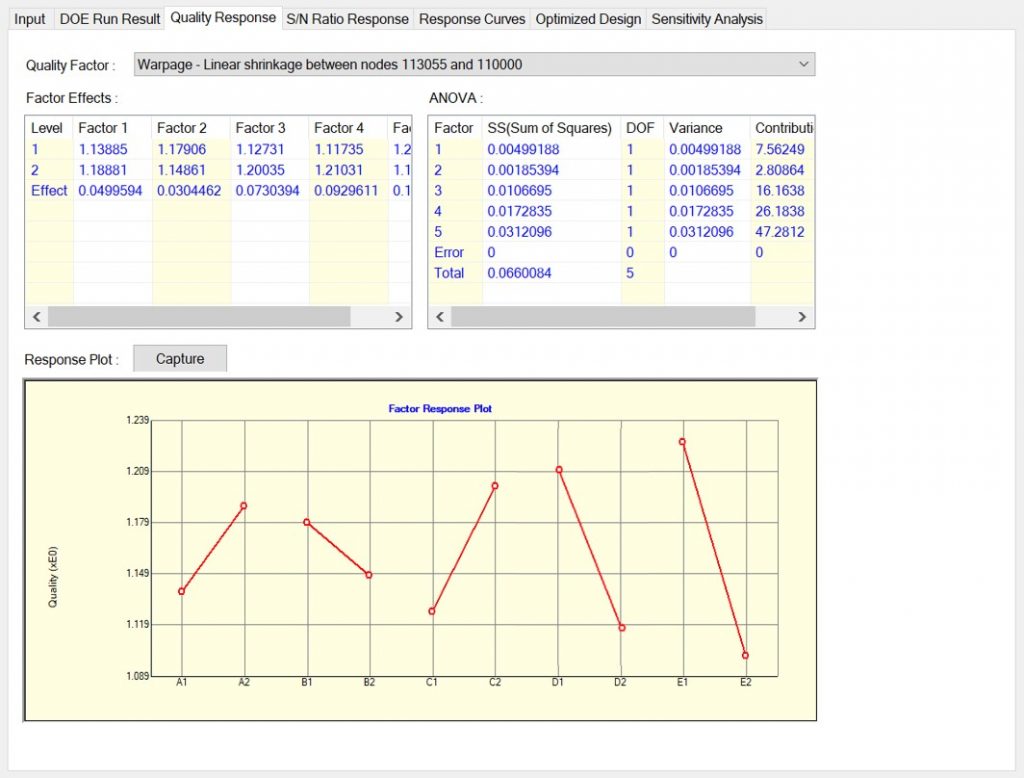
Kuvassa 10 on esitetty 2d-kuvaajat prosessiparameterien vaikutus laatukriteereihin. Alhainen ’Quality’-akselin numeerinen arvo kuvaa mitatun parameterin suurta vaikutusta tuotteen laatukriteeriin.
Quality Response-vertailun perusteella jälkipaineajalla, sekä jäähdytysajalla oli suurin merkitys tuotteen muodonmuutoksien, vääntymän hallintaan. DOE-laskentatuloksien yhteenvedosta voi tutkia prosessiparametrien vaikutusta myös 3d-käyrän muodossa, tätä tulosta kutsutaan ’Sensitivity Analysis’ tulokseksi. Alla kuvassa näkyy 3d-kuvaaja jäähdytysajan ja jälkipaineajan arvoista. Kuvan perusteella pienin muodonmuutos (kuvaajan pystyakselilla) saadaan aikaan pitkällä jäähdytys- ja jälkipaineajalla. Kuvaajan alla taulukossa näkyy myös Moldex3D DOE-analyysin perusteella määritelty optimaalinen prosessi.
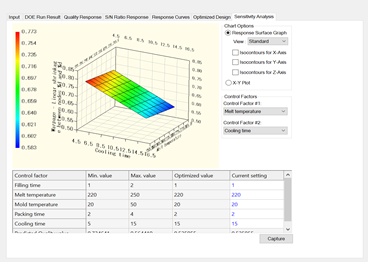
Kuvan 11 mukaisella Sensitivity Analysis-toimella voi 3d-käyrien avulla analysoida prosessiparameterien vaikutusta komponentin muodonmuutoksen, vääntymän kehitykseen.
Kappaleet täyttävät tuotteen mitoille annetut toleranssit
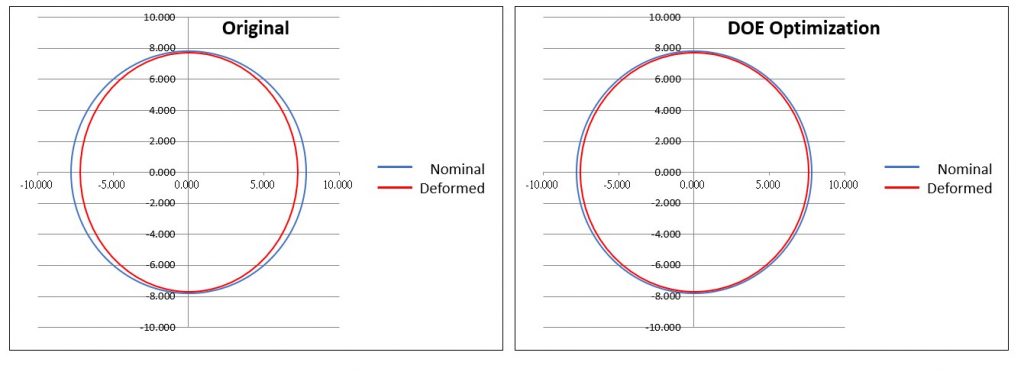
Siirrytyään tutkimaan DOE optimoidun prosessin vääntymätuloksia. Vertailussa käytetään referenssinä ensimmäisiä simulaatiotuloksia, joilla komponentin liitäntäpinnan muodonmuutos oli 0.54mm. Doe optimoidun prosessin liitäntäpinnan muodonmuutos on 0.12mm, mikä on annetun liittimen pyöreysvaatimuksen (0.2) sisäpuolella. Liitäntäpinnan minimimitta on (säde 7.47) D: 14.94mm ja maksimimitta (säde 7.59) D: 15.18mm eli DOE optimoidun prosessin mukaiset kappaleet täyttävät tuotteen mitoille annetut toleranssit.
Kuvassa 12 on vertailu ensimmäisen simulaatiokierroksen (vasemmalla) ja DOE-optimoidun prosessin tulosten välillä (oikealla). Ensimmäinen simulaatiokierros, max toleranssi 0.54. DOE optimoitu prosessi, max toleranssi 0.12.
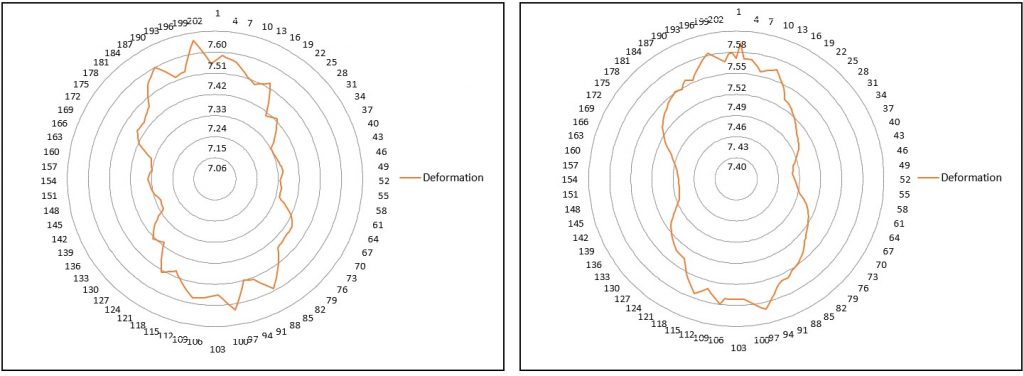
Kuvassa 13 on vertailu ensimmäisen simulaatiokierroksen ja DOE optimoidun prosessin tulosten välillä. Ensimmäinen simulaatiokierros vasemmalla. DOE optimoitu prosessi oikealla.
Ensimmäisessä simulaatiokierroksessa todetun muotin temperointiongelman vaikutus pieneni DOE optimoidulla prosessilla. Alkuperäisessä prosessissa, (16s) muotin keernan lämpötila oli lähes 90 astetta. DOE optimoidussa prosessissa keernan lämpötila on alle 80 astetta, eli pidemmällä jäähdytysajalla on vaikutusta muovin, sekä muotin lämmönpoistumiseen. Tämä tieto on kallisarvoista muottisuunnittelulle, jotta muotin temperointikanavisto voidaan mitoittaa oikein laadukkaan muovituotteen valmistuksen kannalta.
Tämä simulaatioprosessikierros vastaa pääpiirteiltään samaa Taguchi-menetelmää, jolla ruiskuvaletun tuotteen mittoja on teollisuudessa haettu kymmenien vuosien ajana. Suurimpana erona DOE-simulaation perustuvassa muutoskierroksessa on, että se sijoittuu ajankohtaan ennen muotinsuunnittelua, muotin valmistusta. Moldex3D DOE-tutkimusta hyödyntämällä on mahdollistaa validoida tuotteen ja ruiskuvalumuotin laatu jo ennen tosielämän ruiskuvalumuotin valmistusta.