
DIGITALISAATIO SAAPUI MUOVITUOTTEIDEN VALMISTUKSEEN
Teksti: Dan Björklöf Kuvat: Ajatec Group
Digitaalisuus on kasvava osa tätä päivää – myös osa tuotantoteknologiaa. Pienemmät sarjat valmistuvat kannattavasti. Nopeasti ja joustavasti. Koko ajan kasvavasta materiaalivalikoimasta.
Tämän päivän teollisen automaation suuntana on Teollisuus 4.0 (Industry 4.0). Tämä kehityssuunta on ollut jo muutaman vuoden kehitystrendinä mm. muovikoneiden kohdalla. Teollisuus 4.0 on kokonaisuus, jonka esineiden internetiin pohjautuvat teknologiat, tekoäly, lisätyn todellisuuden hyödyntäminen, edistynyt analytiikka, pilvipalvelut sekä edistyksellinen automaatio yhdessä muodostavat. Teollisuus 4.0 mahdollistaa älykkään tehtaan ja tehokkaan tuotannon eri osasineen.
Kehitystyö muovien ja niiden tuotteiden osalta tähtää usein tuotannon – tai sen osien – optimointiin. Teollisuus 4.0. kuitenkin edellyttää koko tuoteprosessin digitalisaatiota. Tämä sisältää myös myyntiprosessin, mutta myös talousohjelmistojen yhdistämisen tuotannon prosessien kanssa.
Digitalisaatio mahdollistaa pienten sarjojen taloudellisen valmistuksen
Digitalisaatio siis valtaa alaa, myös muovituotteiden valmistustekniikassa. Tuotteiden laatu paranee tehostuvien perinteisten valmistustekniikoiden myötä. Digitalisaatio on tuonut useita kokonaan uusia ainetta lisääviä valmistusmenetelmiä (AM) markkinoille. Samoin useita tuotteiden soveltuvuusalueitakin. Myös tuotekonfiguraatiot ovat laajentuneet aiemmin vaikeasti saavutettaville – jopa mahdottomille – alueille. Samoin mahdollisuudet valmistaa entistä pienempiä tuotesarjoja – ja nopeammin – ovat muuttuneet merkittävästi. Kannattaa myös huomata, että raaka-ainevalikoima on laajentunut koko ajan niin metallien kuin polymeeripohjaisten materiaalien (muovien) kohdalla.
Break Even tuotantotoiminnassa 50 – 500 kappaletta
Dan Björklöf, Ajatec Group
Kun keskustellaan siitä, milloin on kannattavaa käyttää AM-tekniikoita tuotevalmistuksessa, milloin perinteisiä menetelmiä, kuten ruiskuvalua, niin tärkeää on löytää oikea sovellus. Myös lisämyyntiä tarvitaan usein kustannusten pienentämiseksi. Tavallisesti Break Even on tuotekohtaisesti 50 – 500 kappaletta, mutta on meillä esimerkkejä, joissa osia on tulostettu taloudellisesti kannattavasti tuhansia kappaleita.
Seuraavassa on esitelty AM-teknologian valmistusmenetelmiä. Samalla on nostettu niiden positiivisia ominaisuuksia sekä käyttökohteita. Niin ikään on kuvattu kunkin menetelmän materiaalimahdollisuuksia.
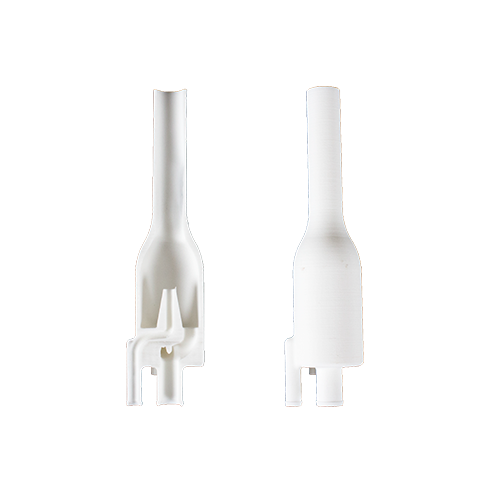
Stereolitografia (SLA)
Stereolitografia (SL tai SLA) on yksi vanhimmista AM-teknologioista. Kyseessä on valmistustekniikka, jossa fotopolymeerinestettä kovetetaan fokusoidulla UV-laservalolla. Se soveltuu tekniikkana erityisesti näköistuotteina konsepti- ja protovaiheeseen tuotesuunnittelussa, jolloin elinikäodotuksen ei pidä nousta välttämättä korkeaksi. Samoin sen käyttökohteena voivat olla tuotteet, joiden käytettävyyttä testataan, samoin erittäin tarkkamittaiset pienet osa.
SL-tekniikan käyttöä tuotanto-osissa rajoittaa tietysti niiden UV-herkkyys. Toisaalta, esimerkiksi elektroniikkasovelluksissa, joissa tekninen osa on muovikotelon sisällä tai osa maalataan UV-läpäisemättömällä maalilla, kyseinen heikkous ei ole ongelma. Meillä onkin useita hyviä esimerkkejä tuotanto-osista, joita tehdään SL tekniikalla.

Oleellinen osa valmistusprosessia on tuotteen jälkikäsittely. Kovettuneista osista liuotetaan liika hartsi pois, niin ikään poistetaan mahdollisesti käytetyt tukirakenteet manuaalisesti. Lopullinen lujuus ja pinnanlaatu saadaan jälkikovetusprosessilla ja pinnan viimeistelyllä.
SLA-menetelmällä valmistettujen tuotteiden hyvinä puolina ovat tarkkuus, jäykkyys, läpinäkyvyys ja lämpötilankesto, kun taas negatiivisena ominaisuutena on huono UV-kesto.
Multi Jet Fusion (MJF)

Kyseessä on alun perin Massachusetts Institute of Technology-yliopistossa (MIT) tutkimustyön tuloksena syntyneeseen AM-menetelmään HP:n jatkokehittämä menetelmä.
MJF-menetelmä on parhaimmillaan funktionaalisten prototyyppien valmistuksessa ja lyhyissätuotantosarjoissa. Sen tuottamissa kappaleissa on erinomainen isotroppinen rakenne, niin ikään voidaan löytää paras yhdistelmä mekaanisten, toiminnallisten ja esteettisten ominaisuuksien sekä tarkkuuden ja tuotantonopeuden välillä.
Menetelmässä käytetään PA-pohjaista raaka-ainetta ja sideainetta, jotka liitetään yhteen lämpöä hyväksi käyttäen. Menetelmä on tarjonnut vuodesta 2017 avoimen materiaalispesifikaation, jonka avulla olisi mahdollista laajentaa menetelmää myös laajemmalle uusiin muovimateriaaleihin päin. Tällä hetkellä tarjolla on myös TPU- ja PP- pohjaisia materiaaleja, mutta niiden saatavuus on vielä rajattua.
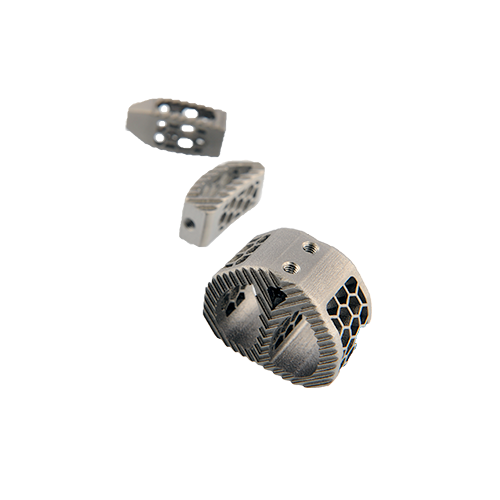
Lasersintraus muovimateriaaleille (SLS)
Selektiivinen lasersintraus (SLS) on lähtöisin 1980-luvulta. Siinä laserilla sulatetaan muovijauhetta kerroksittain. Useasti käytetty raaka-aine on PA-pohjainen – PA12, PA12GF, PA12Al, PA12CF tai PA11. Materiaalivalikoima on laajentunut entisestään, jolloin mukaan ovat tulleet PS, PEEK ja PP.
SLS- ja MJF menetelmien yhteydessä puhutaan tekniikan soveltuvuudesta topologiseen suunnitteluun, ts. materiaalin käytön optimointiin. Tästä voi tulla kilpailutekijä esimerkiksi komponenttien keveydessä tai materiaalin säästössä.
Kerrospaksuus tässä menetelmässä on 0,10 – 0,15 mm. Sen tyypilliset toleranssit ovat ± 0,25 mm tai ± 0,0015 mm/mm. Menetelmä soveltuu erittäin monimutkaisiin rakenteisiin, joka voikin tuoda sille kilpailuetua.
Kuituvahvistettu muovi (CFF)
Markforged on vahvin tekijä tällä alueella, jossa myös mielenkiintoisia ratkaisuja esimerkiksi jigien ja kiinnikkeiden valmistukseen. Perinteisesti CNC-koneistuksella valmistettujen osien 3D-tulostaminen on mielenkiintoinen vaihtoehto silloin, kun lopputuloksen ei välttämättä tarvitse olla metallia. Hiili- tai lasikuituvahvisteinen osa on usein kevyempi, ja tulostettuna muotoilun vapaus antaa mahdollisuuden optimoida ratkaisua monipuolisemmin kuin koneistamalla.
Värilliset 3D-tulosteet
Mielenkiintoinen menetelmä, joka jää koneenrakennuksessa helposti työkalujen ulkopuolelle.
Tämän kategorian alla puhutaan kipsi- tai muovipohjaisesta AM-materiaalista. Sen käyttökohteet ovat luovilla liiketoiminta-alueilla.
Menetelmää käytetään lähinnä arkkitehti- tai mainostoimistojen piirissä, idean visuaalisessa esittämisessä. Teknisissä sovelluksissa näiden tulosteiden käyttö on erittäin rajallista lähinnä huonojen mekaanisten ominaisuuksien takia.
Menetelmän etuina ovat mm. grafiikan tulostus suoraan malliin, CMYK väriavaruus sekä menetelmän nopeus. Näin saadaan valmistettua nopeasti massiivisia malleja.
Metallien lasersintraus (DMLS)
Metallien lasersintraukseen soveltuvia materiaaleja on koko ajan kasvava joukko. Menetelmälle soveltuvia metalleja ovat mm. alumiiniseos ALSi10Mg, maraging-teräs 1.2709, AISI 316 (ruostumaton teräs), titaaniseos Ti6Al4V ja superseos Inconel 718. Tyypillistä monille lasersintrauksessa käytettäville metalliseoksille on se, että niihin liittyy erkautumisen käyttö seosten lujittajana.
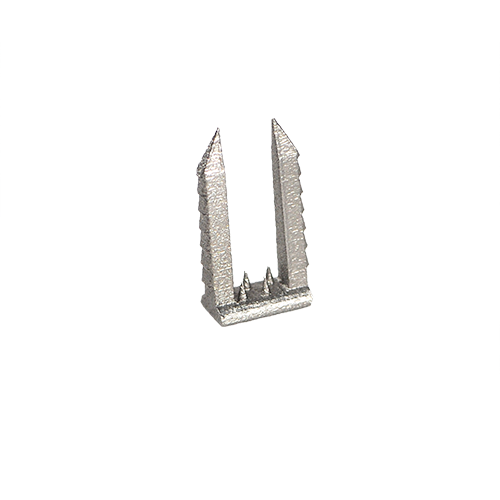
Menetelmä soveltuu erityisesti kooltaan pienien ja monimutkaisten kappaleiden valmistukseen. Esimerkiksi bioyhteensopiva titaani mahdollistaa menetelmän käytön kirurgisissa käyttösovelluksissa.
Koska metallin lasersintrauksessa käytetään metallijauhetta, osien pintastruktuuri on hieman karhea. Oletettu karheusarvio (Ra) on suuruusluokkaa 200-400 µm.
Viimeistely
AM-tekniikoiden tuottamat kappaleet ovat erittäin harvoin pintavalmiita. Kappaleiden viimeistelyyn tarvitaan vähintäänkin pulverin poisto kappaleen pinnalta puhaltamalla. Muita jälkityöstön menetelmiä ovat pesu, maalaus, tarroitus, pintastruktuurin valmistus ja inserttien käyttö.
Vaikeita kohtia AM-tuotteissa ovat kerros- ja hiontajälkien näkyminen erityisesti sisänurkissa ja ahtaissa koloissa.
Viimeistelyssä voidaan erottaa neljä eri tasoa seuraavasti:
- Messuviimeistely
- Siisti viimeistely
- Tekninen viimeistely
- Bulk viimeistely
Kyseiset viimeistelyn tasot eroavat toisistaan mm. kerrosrakenteiden tai hiomajälkien näkyvyydellä valmiissa kappaleessa. Muita tasomittareita ovat värivirheet ja roskat sekä logojen/symbolien näkyvyys. Esimerkiksi korkeinta viimeistelyn tasoa edustavassa messuviimeistelyssä kappaleessa kerrosrakenteet eivät näy, kun taas siistissä viimeistelyssä ne voivat näkyä ahtaissa raoissa ja kokoissa, samoin teknisessä viimeistelyssä. Alimman tason bulk viimeistelyssä kerrosrakenteet näkyvät.
Viimeistely vaatii käsityötä ja ammattitaitoa. Teknisten työvaiheiden hallinta on keskeisessä asemassa. Nämä edellyttävät ammattitaitoa, mikä puolestaan tarkoittaa panostamista koulutukseen. Myös manuaalisten työvaiheiden hallinnan kehittäminen ja automatisointi ovat osa AM-tekniikoiden kehittämistä.